Representative End User Clients


Representative Automation Clients
Representative Software Clients


ARC Advisory Group recently toured Schneider Electric’s Lexington, Kentucky manufacturing site, the company’s first smart factory in the US. Constructed more than 60 years ago, the plant has seen many changes over the years. Over the last decade or so, it has evolved into a testbed for Schneider Electric’s digital transformation initiatives. As we learned during our tour, a combination of software and hardware technology upgrades, all done under the company’s EcoStruxure umbrella, have helped increase visibility into plant processes and equipment, improve uptime, and increase overall energy efficiency. Beyond these direct operational benefits, the facility serves as a model for how and where to apply new technologies and how to bring a brownfield plant with many legacy systems into today’s Industrial IoT-connected production world.
The Lexington Smart Factory is part of the company’s Smart Factory Program which, to date, has launched nine Smart Factories in the US, Mexico, China, France, India, Indonesia, and the Philippines. These factories are core to the company’s Tailored Sustainable Connected 4.0 supply chain digital transformation, where Schneider Electric leverages digitalization through its EcoStruxure platform and architecture across its supply chain operations. According to the company, this delivers end-to-end integration and visibility to enhance performance.
Schneider Electric’s Lexington, Kentucky facility, built in 1957, manufactures load centers and safety switches using semi-automated assembly. Other key plant processes include thermoplastic molding, automated metal fabrication, electro-plating, and electro-deposition painting of electrical boxes and enclosures. The site employs about 400 people and turns out 800,000 safety switches and three million load centers per year.
As is the case in many brownfield facilities, this plant had accumulated a variety of largely proprietary automation technology over the years, making it challenging to extract the needed production and maintenance data. Since only a few people knew how to access the needed data, informational silos, and their resulting inefficiencies, proliferated around the plant.
Modernization to improve plant efficiency can present challenges given the inherent disruption to production. This is particularly true when several performance dimensions need to be addressed. To alleviate these effects, Schneider Electric took a measured, modular approach to upgrading its Lexington facility, spreading projects out over time and making targeted investments in EcoStruxure technologies to maximize their value. Semi-automated assembly was initiated in the 1990s and robots and material-handling technologies put in place in the 2000s. To further enhance production and material handling, cobots and autonomous guided vehicles joined the plant within the last two to three years.
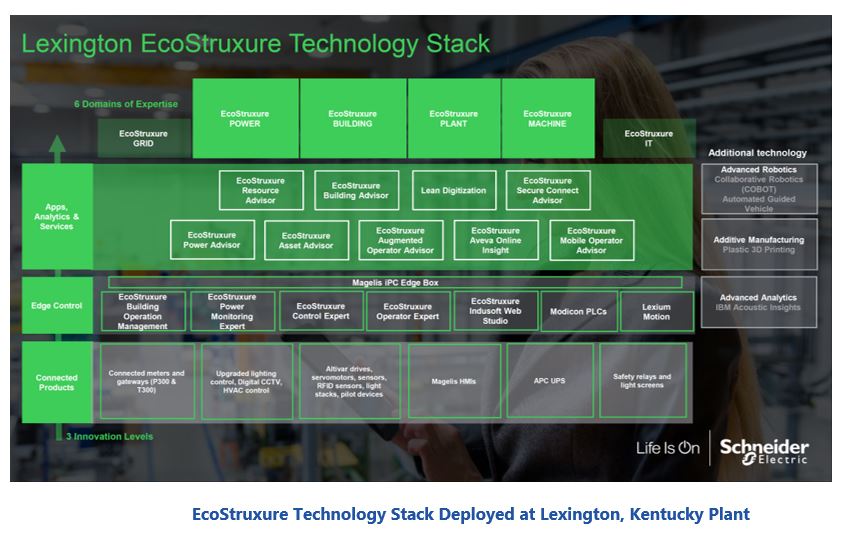
Schneider Electric’s EcoStruxure platform addresses six domains of expertise that provide solutions for the grid, power, buildings, plant operations, machine functions, and IT. At the base of the EcoStruxure architecture are connected products around the plant, such as drives, power meters, HMIs, and safety relays. In addition to control functions, edge control modules collect plant data and propagate it to the enterprise level. Running above the edge are a host of apps, analytics, and services geared toward transforming plant data into actionable information that helps enhance decision making at the plant and enterprise levels.
Schneider Electric solutions deployed at the Lexington plant include:
ARC Advisory Group clients can view the complete report at ARC Client Portal
If you would like to buy this report or obtain information about how to become a client, please Contact Us
Keywords: Digital Transformation, Smart Factory, EcoStruxure, Modernization, ARC Advisory Group.