Representative End User Clients


Representative Automation Clients
Representative Software Clients

Operational Excellence drives performance levels that really change the company's competitive position in the marketplace. In today's dynamic business environment, it is very difficult to predict what your competition will do next. Operational Excellence looks beyond competitors for drivers based on customers. It helps your organization challenge itself and achieve its optimum potential. Operational Excellence helps companies focus their efforts at establishing winning Best Practices and a core competitive advantage.
OpX is critical, especially in large, asset-intensive plants such as those found in the process manufacturing and power industries, in which the operations phase is huge relative to the installation (project) phase. Besides projects, the core of each organization’s value chain - excellence in operations, is the primary factor that propels process industries to expand and grow. Many industries have common business objectives such as achieving an incident- and injury-free workplace; minimizing environmental and process safety risks; maintaining competitiveness; optimizing asset utilization; and using natural resources efficiently. To achieve business objectives such as these, industrial companies need to align leadership and teamwork, and have both a positive problem-solving attitude and an unquenchable desire for excellence.
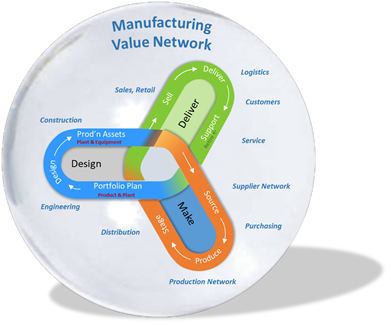
“Operational Excellence” is a systematic approach for industrial organizations to attain best-in-class performance in productivity, quality, and delivery of services and/or products across the manufacturing value network. Operational excellence spans product design and development; enterprise resource planning and control; supply chain management; manufacturing execution; and operational effectiveness of people, processes, and assets. However, rather than a destination or endpoint, operational excellence is an ongoing journey. As such, it requires a roadmap. ARC has been helping its clients, technology end users and suppliers alike, develop their own roadmaps for more than two decades now. Over that time, we’ve observed that while the goal remains the same, the enabling technologies, or “levers” have improved significantly.
Emerging digitally enabled technologies and approaches such as Industrie 4.0, Smart Manufacturing, and the Industrial Internet of Things (IIoT) provide companies with new levers to achieve operational excellence. A common denominator involves transforming raw operational and asset data into actionable intelligence to enable humans, software applications, and machines to take the right actions at the right time to continuously improve operational, asset, and supply chain performance (operational excellence is a “moving target”). IIoT-enabled smart sensors, advanced analytics, and machine learning play an increasingly important role here along with new manufacturing approaches such as additive manufacturing, collaborative robots, mass customization, and modular manufacturing.
Advanced analytics and machine learning can provide an immediate understanding of the current condition of machines and help predict and avoid future performance and issues. They can help reduce energy consumption and predict and avoid mechanical failures or other issues that could result in lost profitability and/or unsafe conditions. In many cases, today’s advanced automation technology can take the corrective action automatically, freeing humans (operators, engineers, maintenance, etc.) to focus on solving problems that are outside the realm of automation.
In most organizations, data are trapped in various departmental solutions deployed over the years. The first step in deploying a good business analytics solution is to collate the information spread across multiple systems within the plant into a single repository. This would clearly need a strong pre-built connector framework with the ability to readily access the data from the process historians, ERP (enterprise resource planning), LIMS (laboratory information management systems), custom applications, Excel spread sheets and other sources. And the data needs to be collated in a data repository/model that can allow easy analysis and flexibility to enable users to “slice and dice” it as needed. Besides real-time structured/unstructured data and relational data, the data model also needs to ensure respective subject data stores and provision for easy querying.
Now, various analytic engines allow this information to be presented to various users from the field/plant level to the executive level in user friendly formats on a variety of computing devices, such as PDAs, laptops, and mobile phones. Additionally, leveraging cloud computing with a good technology partner would permit organizations with multiple sites to collate and exchange best practices. This will enable users to make on-time decisions and monitor their performance against their KPIs (key performance indicators), thus improving individual and organizational performance.
In short, an enterprise business analytics solution should cater and align all the different roles/levels starting from operators/supervisors, line and functional managers, functional analysts/strategists, and executives. The most important factor in such a solution is the industry specific domain knowledge and in-depth understanding. Building such business analytics solutions can be implemented in a very short period of time based on management commitment.
Achieving operational excellence through continuous improvement requires vision, planning, and a team effort. This typically involves collaboration across the value chain. How well companies design, engineer, source, make, distribute, and support products and manage their assets will ultimately determine their success. Close collaboration across people, processes, technologies, and organizations plays a crucial role.
An operational excellence roadmap must consider the customer needs and business environment. These, of course, can and will change over time. To meet these changing needs, the operational excellence goals will also invariable change over time. Failure to do so will result in lagging, rather than leading, operational and business performance.
A manufacturers’ operational excellence challenges extend beyond the manufacturing domain, covering the entire value chain with constraints that constantly evolve over time. Any shortfall in meeting the customer's expectations leads to overall underperformance of the organization and gaps in fulfilling demand or meeting/surpassing other customer expectations. Part of the problem is that the manufacturer does not always know how to “read” its customers changing business requirements and market dynamics and translate these into accurately product specifications, designs, finished products, and support services. Having an operational excellence strategy in place can help.