Representative End User Clients


Representative Automation Clients
Representative Software Clients

The term “digital twin” has been getting a fair bit of attention in recent years. The idea of a digital twin is most closely associated with predictive maintenance. But the inputs from predictive maintenance solutions can also help improve production scheduling, particularly in complex manufacturing environments like the heavy process industries.
 Digital twin is the phrase used to describe a computerized (or digital) version of a physical asset or process. The digital twin contains a sensor or sensors that collect data to feed the asset model. In short, the digital twin concept combines the ideas of modeling and the Internet of Things (IoT).
Digital twin is the phrase used to describe a computerized (or digital) version of a physical asset or process. The digital twin contains a sensor or sensors that collect data to feed the asset model. In short, the digital twin concept combines the ideas of modeling and the Internet of Things (IoT).
Most often, the digital twin concept has been applied to assets. A piece of machinery generates data on vibration, temperature, pressure, and other things. That data is used to predict a machine’s failure and apply preventive maintenance to help avoid costly unplanned downtime.
For supply chain planning, plant machinery is the key area for which an asset’s failure could lead to increased manufacturing costs and service failures for end users. The supply chain model does not look to predict asset failures, but could use inputs from the digital twin maintenance model to improve scheduling.
AspenTech, for example, seeks to use these types of inputs in its supply chain planning solutions. AspenTech also sells asset maintenance solutions. According to the company, its low-touch, Aspen Mtell machine learning solution can accurately forecast a hyper compressor failure in a low-density polyethylene (LDPE) process.
In many manufacturing industries, scheduling around machinery maintenance would not be all that difficult. The maintenance crew just fixes the machine at night, and the schedule then proceeds as planned the next day.
The chemicals industry is different. Here, a small number of raw materials is often transformed into hundreds of thousands of final products. You don’t just produce products, but also coproducts and byproducts. These byproducts could be sold to other companies or used internally to produce other final products. Optimal production proceeds by monitoring not just the physical process, but the chemical properties of the materials being produced. “Production wheels” contain rules about the sequences in which chemical grades can be produced and the constraints that must be respected. The chemicals industry employs expensive, heavy, and complex manufacturing assets that can cover the full spectrum of process operations: continuous, semi-continuous, or batch. Shutting down and then restarting the process is expensive; time consuming (think days, not hours); and has environmental, health, and safety implications.
A hyper compressor’s job is to build up pressure needed in the conversion process. Compressors may be called upon to apply up to 50,000 pounds of pressure per square inch to the process. That puts a lot of strain on the machinery. These compressors typically go down many times a year. Mitigating this problem could be worth millions of dollars to chemical companies.
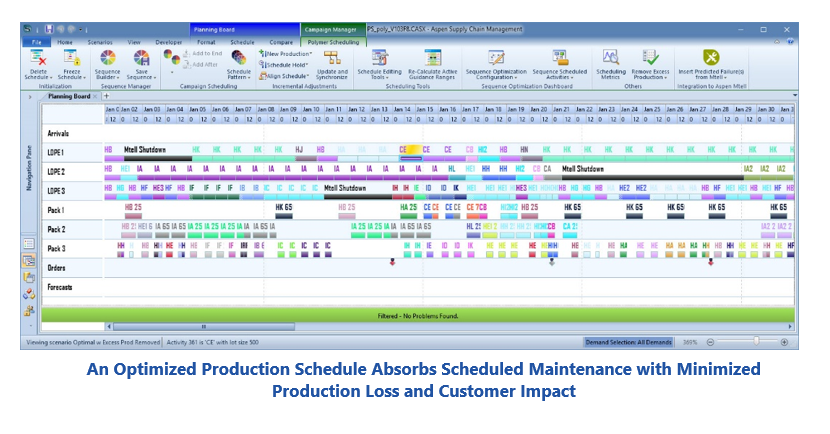
In one example provided by the company, Aspen Mtell can provide more than 25 days of advance warning of a central valve failure. For example, on January 3rd, Mtell might tell a planner that an asset failure is likely on or shortly before January 19th. This can allow scheduling of less-expensive maintenance downtime rather than reacting to unplanned downtime. Aspen Plant Scheduler can be used to schedule the planned downtime options. The schedule optimizer can trade off customer commitments, inventory holding costs, and manufacturing costs. Certainly, a chemicals manufacturer would have more options if it has more than one reactor that could provide the desired chemical grades. Nevertheless, there will be different costs associated with the production options. In short, detailed scheduling is a complex optimization problem involving demand priorities, manufacturing economics, and production sequencing constraints.
The AspenTech offering is the first that ARC has been briefed on that includes optimized production scheduling based on an integrated digital twin maintenance model. In many industries, this solution would be overkill, but not here. Chemicals firms stand to gain a great deal through the ability to predict failures in hyper compressors used in LDPE production.
Other asset-intensive industries like power, metals & mining, and transportation could also potentially obtain significant value from optimizing maintenance across the supply chain. That’s because critical, costly equipment is key to operational excellence, EH&S, and profitability for companies in these industries. For heavy process industries with complex turnarounds, these types of solutions could save companies millions of dollars a year.
ARC Advisory Group clients can view the complete report at ARC Main Client Portal or at ARC Office 365 Client Portal
If you would like to buy this report or obtain information about how to become a client, please Contact Us
Keywords: Digital Twin, Supply Chain Planning, Predictive Maintenance, AspenTech, ARC Advisory Group.